
Die Werkseigene Produktionskontrolle (WPK) ist das Fundament der DIN EN 1090. Sie entscheidet, ob ein Hersteller tragende Stahl- und Aluminiumbauteile mit CE-Kennzeichnung in Verkehr bringen darf. Ohne funktionierende WPK ist keine Zertifizierung nach EN 1090 möglich, und ohne Zertifizierung kein Marktzugang. Fehlt die WPK oder bleibt sie ein reines Papiersystem, drohen Beanstandungen bei Audits, der Entzug des Zertifikats und im Schadensfall volle Haftung. Dieser Beitrag zeigt, was die WPK leisten muss und wie der praxisnahe Aufbau gelingt.
Was die WPK ist und warum sie kein Papierprozess sein darf
Unter der Werkseigenen Produktionskontrolle versteht man ein vom Hersteller eingerichtetes, dokumentiertes und dauerhaft angewendetes System zur Eigenüberwachung der Produktion. Ziel ist es, dass jedes Bauteil kontinuierlich den deklarierten Leistungsmerkmalen und den normativen Anforderungen entspricht. Nicht nur bei der Erstprüfung, sondern über die gesamte Produktionslaufzeit.
Wesentlich ist dabei der Charakter als fortlaufender Prozess. Die WPK begleitet die Fertigung vom Wareneingang über die Bearbeitung und Schweißarbeiten bis zur Endprüfung und Auslieferung. Sie umfasst regelmäßige Kontrollen, definierte Prüfintervalle, klare Zuständigkeiten und eine lückenlose Dokumentation. Nur so lassen sich Abweichungen früh erkennen und korrigieren, bevor fehlerhafte Bauteile in Verkehr gehen.
Im Mittelpunkt steht die Einhaltung der in der Leistungserklärung erklärten Eigenschaften: Tragfähigkeit, Maßhaltigkeit, Schweißqualität. Die WPK verbindet damit normative Vorgaben mit der realen Fertigungspraxis und macht aus einem theoretischen Qualitätsversprechen einen täglich gelebten Prozess.
Rechtlicher Rahmen: DIN EN 1090-1 und CE-Kennzeichnung
Die Verpflichtung zur Werkseigenen Produktionskontrolle ergibt sich aus der europäischen Bauproduktenverordnung (BauPVO Nr. 305/2011). Sie schreibt vor, dass Bauprodukte nur dann in Verkehr gebracht werden dürfen, wenn der Hersteller eine Leistungserklärung erstellt und das Produkt mit dem CE-Zeichen versieht. Beide Schritte setzen eine funktionierende WPK voraus. Konkretisiert werden die Anforderungen in der DIN EN 1090-1, die die WPK als zentrale Voraussetzung der Betriebszertifizierung definiert.
Im Klartext: Die CE-Kennzeichnung ist kein bloßes Symbol am Bauteil, sondern das sichtbare Ergebnis eines funktionierenden Systems. Fehlt die WPK oder ist sie unzureichend, verliert das CE-Zeichen seine Gültigkeit. In der Praxis kann das zu Marktüberwachungsmaßnahmen, Vertriebsverboten oder zur Aberkennung der Zertifizierung führen. Den vollständigen Weg dorthin beschreiben wir in unserem Beitrag zur Erstzertifizierung Schritt für Schritt.
Pflichtbestandteile der werkseigenen Produktionskontrolle
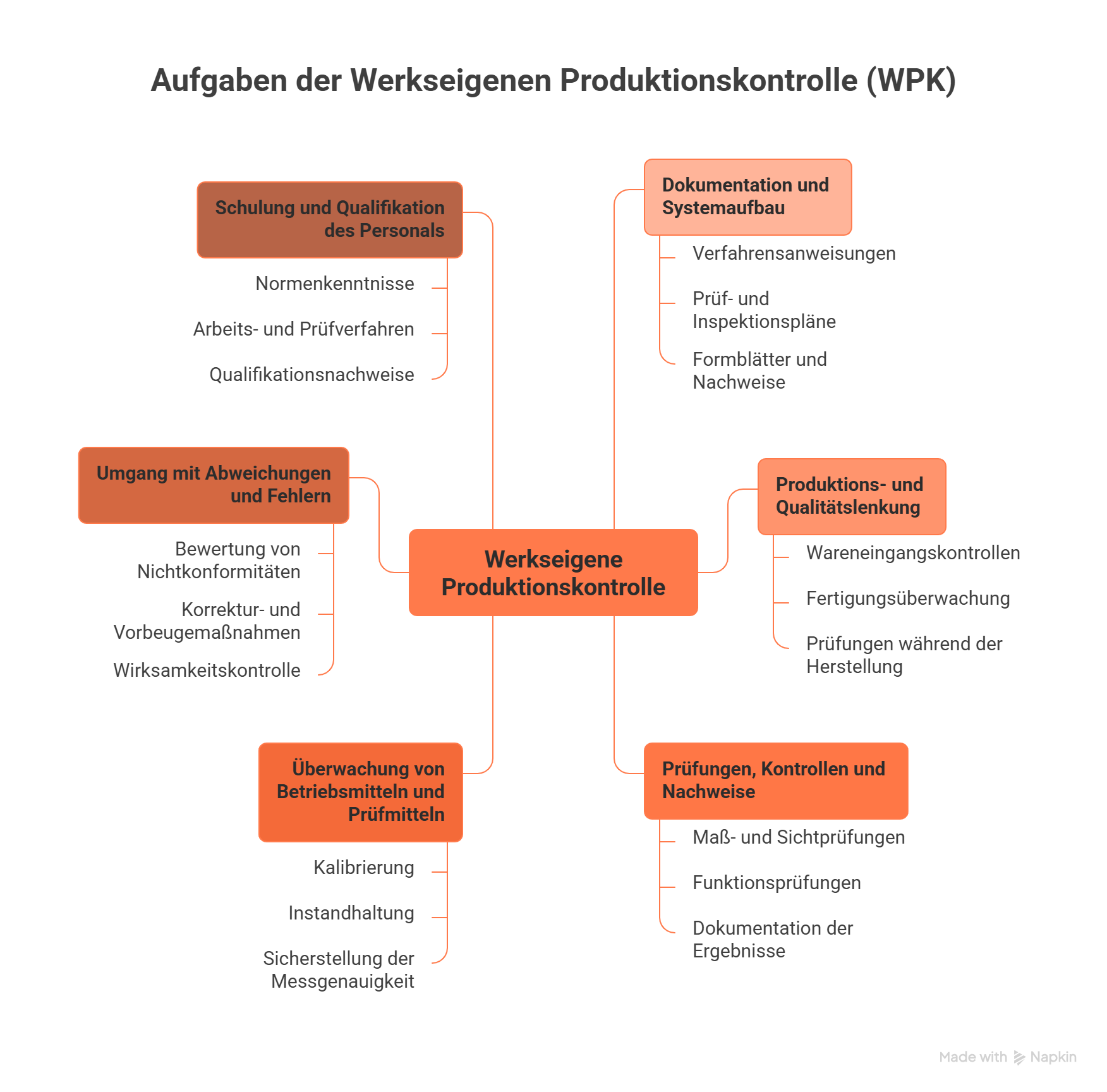
Die WPK gliedert sich in vier Bereiche, die jeder zertifizierte Betrieb abdecken muss: Personal, Werkstoffe und Schweißtechnik sowie Prüfungen und Dokumentation. Welcher Detaillierungsgrad gefordert ist, hängt von der jeweiligen Ausführungsklasse ab.
Personal und Verantwortlichkeiten
Die WPK steht und fällt mit den verantwortlichen Personen im Betrieb. Pflicht ist ein benannter WPK-Beauftragter, der die Umsetzung der Anforderungen verantwortet und über Kenntnisse der DIN EN 1090, der Bauproduktenverordnung sowie der Produktions- und Prüfprozesse verfügen muss.
Hinzu kommt die Schweißaufsicht nach DIN EN ISO 14731, die je nach Ausführungsklasse als IWS, IWT oder IWE/EWE qualifiziert sein muss, sowie geprüfte Schweißer mit gültigen Qualifikationen nach DIN EN ISO 9606. Wer keine eigene IWE-Kapazität im Haus hat, kann die Aufgaben der Schweißaufsicht nach DIN EN ISO 14731 extern abdecken lassen.
Werkstoffe und Schweißtechnik
Beim Wareneingang beginnt die Rückverfolgbarkeit der Werkstoffe. Jede Charge muss vom Lieferschein bis zum fertigen Bauteil zuordenbar sein, in der Regel über Abnahmeprüfzeugnisse 3.1 nach EN 10204. Die Lagerung erfolgt getrennt nach Werkstoffgüte, gekennzeichnet und vor Vermischung geschützt.
Auf der Schweißseite müssen für alle eingesetzten Verfahren gültige WPS (Welding Procedure Specifications) und die dazugehörigen WPQR-Protokolle nach DIN EN ISO 15614 vorliegen. Erst aus diesen schweißtechnischen Qualifikationen leiten sich die zulässigen Werkstoffe, Nahtformen und Schweißpositionen ab. Mehr zu den dahinterliegenden Anforderungen finden Sie in unserem Beitrag zur DIN EN ISO 3834.
Prüfungen und Dokumentation
Die WPK verlangt eine systematische Durchführung und Dokumentation von Prüfungen entlang des gesamten Prozesses. Dazu gehören Maß- und Sichtprüfungen nach DIN EN ISO 5817, Funktionsprüfungen sofern erforderlich sowie zerstörungsfreie Prüfungen in Abhängigkeit von der Ausführungsklasse. Jede Prüfung muss mit Datum, Prüfer und Ergebnis nachvollziehbar protokolliert werden, denn ohne Nachweis gilt eine Prüfung als nicht durchgeführt.
Hinzu kommt die Überwachung der Mess- und Prüfmittel selbst. Schweißstromquellen, Längen- und Temperaturmessmittel müssen in definierten Intervallen kalibriert und mit aktuellem Nachweis versehen sein. Ein funktionierendes WPK-System geht zudem aktiv mit Abweichungen um, bewertet Nichtkonformitäten, leitet Korrekturmaßnahmen ein und prüft deren Wirksamkeit.
WPK-Handbuch: Aufbau und Inhalte
Das WPK-Handbuch ist das Rückgrat der Werkseigenen Produktionskontrolle. Es bündelt sämtliche Verfahrensanweisungen, Prüfpläne und Verantwortlichkeiten in einem geordneten System und ist die zentrale Prüfgrundlage bei jedem Audit. Der Umfang reicht typischerweise von 80 bis 150 Seiten, je nach Betriebsgröße und Ausführungsklasse.
- Organigramm mit benannten Verantwortlichkeiten und Stellvertretungen
- Verfahrensanweisungen für Wareneingang, Fertigung, Prüfung und Versand
- WPS und WPQR für alle eingesetzten Schweißverfahren
- Prüfpläne und Sichtprüfungsregeln nach DIN EN ISO 5817
- Formblätter für Prüfprotokolle, Materialnachweise und Korrekturmaßnahmen
- Kalibrierungs- und Wartungspläne für Betriebs- und Prüfmittel
- Schulungs- und Qualifikationsnachweise des Personals
Wichtig ist nicht der Umfang, sondern die Konsistenz: Was im Handbuch steht, muss im Betrieb tatsächlich gelebt werden. Diskrepanzen zwischen Dokumentation und Praxis fallen bei der Betriebsbegehung sofort auf.

Typische Fehler in der WPK-Praxis
Aus der Begleitung zahlreicher EN 1090 Zertifizierungen wiederholen sich dieselben Schwachstellen. Am häufigsten sind abgelaufene Schweißerqualifikationen: Die Halbjahresbestätigung nach DIN EN ISO 9606 wird vergessen, und im Audit gilt die Qualifikation als erloschen. Ebenfalls regelmäßig sind WPS, die nicht durch eine gültige WPQR abgesichert sind, weil ein Vorgängerbetrieb sie ohne Verfahrensprüfung erstellt hat.
Weitere Stolperfallen sind lückenhafte Materialrückverfolgbarkeit (unbeschriftetes Lager, nicht archivierte Prüfzeugnisse), fehlende Kalibriernachweise für Schweißstromquellen und Messmittel sowie ein WPK-Handbuch, das Prozesse beschreibt, die im Betrieb so nicht stattfinden. Einen detaillierten Blick auf den Audittag selbst liefert unser Beitrag zum Ablauf des Audittags in 5 Phasen.
Externe Unterstützung — wann sie sich lohnt
Wer die WPK von Grund auf aufbauen muss, profitiert oft von externer Begleitung. Eine erfahrene Beratung erkennt typische Lücken früh, liefert das Handbuch als belastbare Vorlage und stimmt sich vorab mit der notifizierten Stelle ab. Damit lassen sich Nachaudits vermeiden, die im schlimmsten Fall den Gesamtaufwand verdoppeln.
Drei Lösungen sind in der Praxis verbreitet: die externe Schweißaufsicht IWE/EWE, die fachlich verantwortlich für alle Schweißprozesse ist, ein externer QMB für KMU ohne eigenen QM-Mitarbeiter sowie die vollständige Begleitung der EN 1090 Zertifizierung als Dienstleistung inklusive WPK-Handbuch und Auditvorbereitung.
WPK aufbauen oder optimieren? Wir liefern Ihnen ein praxisnahes WPK-Handbuch, das im Audit besteht. Mit fester Pauschale, klarer Timeline und Vorabstimmung mit Ihrer Zertifizierungsstelle.
EN 1090 Zertifizierung anfragenHäufig gestellte Fragen zur WPK
Ja. Für jeden Hersteller tragender Stahl- und Aluminiumbauteile ist die Werkseigene Produktionskontrolle nach DIN EN 1090 verpflichtend. Ohne eingerichtete, dokumentierte und wirksam umgesetzte WPK ist weder eine Betriebszertifizierung noch eine rechtmäßige CE-Kennzeichnung möglich. Da die CE-Kennzeichnung Voraussetzung für das Inverkehrbringen ist, bedeutet eine fehlende WPK faktisch einen Marktausschluss.
Pflichtbestandteile sind Verfahrensanweisungen für qualitätsrelevante Prozesse, Prüf- und Inspektionspläne, Formblätter zur Dokumentation, Wareneingangs- und Endkontrollen, die Überwachung von Prüfmitteln und Maschinen sowie Regelungen zum Umgang mit Abweichungen. Alle Aufgaben müssen nachvollziehbar dokumentiert sein, da die Dokumentation als zentrale Prüfgrundlage gegenüber der notifizierten Stelle dient.
Der Hersteller benennt eine verantwortliche Person für die WPK. Sie trägt die Verantwortung für Aufbau, Umsetzung und Weiterentwicklung des Systems und muss über Kenntnisse der Bauproduktenverordnung, der DIN EN 1090 sowie der Produktions- und Prüfprozesse verfügen. In KMU übernimmt diese Rolle häufig der Geschäftsführer, der technische Leiter oder ein externer QMB.
Im Rahmen der EN 1090 erfolgt zunächst die Erstinspektion durch die Zertifizierungsstelle. Sie prüft die WPK auf normkonforme Einrichtung und Wirksamkeit. Bei Konformität erhält der Betrieb das WPK-Zertifikat als Grundlage der CE-Kennzeichnung. Anschließend folgen jährliche Überwachungsaudits, nach drei Jahren eine vollständige Rezertifizierung.
Fazit
Die Werkseigene Produktionskontrolle ist kein bürokratisches Anhängsel der DIN EN 1090, sondern ihr Fundament. Sie schafft Vertrauen bei Auftraggebern und Behörden und ist Voraussetzung dafür, tragende Bauteile rechtssicher in Verkehr zu bringen. Wer die WPK strukturiert aufbaut, sichert nicht nur die Zertifizierung, sondern auch die Wirtschaftlichkeit der Produktion.